Technical Reference · BOARD-TO-PANEL
Board-to-Panel LVDS Interconnect
Custom Board-to-Panel LVDS Cable Assemblies
For control-board to display-panel programs that already know the internal route
EDPcable supports custom board-to-panel LVDS cable assemblies for control-board to panel links, internal display modules, and other display systems that need a stable route between the board side and the panel side. The practical challenge is rarely whether one sample can be built. It is whether connector matching, differential path length, route geometry, and installation space all fit the current platform under one released definition.
Quick Links
QUICK ACCESSStart with the sections closest to the project structure, interface requirements, and validation scope.

Board-to-Panel LVDS Product Overview
Board-to-panel LVDS fits projects that already know the board-side and panel-side relationship and now need a clearer judgement around connector fit, differential path length, route geometry, and release scope before sampling.
| NO | Item | Typical Range or Meaning |
|---|---|---|
| 01 | Typical Use | Control-board to panel links, internal display modules, compact LVDS display systems |
| 02 | Key Inputs | Connector references, pin mapping, route length, fixing points, revision scope |
| 03 | Engineering Focus | Differential-pair path, mating fit, bend zones, installation clearance |
| 04 | Quality Focus | Termination consistency, repeatable routing, revision-linked records |
| 05 | Release Basis | Board-side and panel-side references, route notes, and file-controlled revision scope |
Engineering Inputs
Use these items as first-round review inputs so the discussion does not rely on the page label alone.
Send board-side and panel-side connector references or clear photos.
Include pin mapping, route length, and the key bend or fixing zones.
Explain whether this is a new design, old-part replacement, sample validation, or production change.
Add expected sample quantity, pilot quantity, and target lead time.
Describe any panel-version boundaries or release conditions that already exist.
Customer Pain Points
Board-to-panel LVDS projects often begin from a clear schematic view, but delays usually appear once the cable has to live inside the actual enclosure. The six problems below are the ones that most often slow the project down.
| NO | Customer Pain Point | Typical Risk | What Needs Early Confirmation |
|---|---|---|---|
| 01 | Product design issues | The connector pair and route geometry look fine on paper but still do not fit the enclosure | Board-side and panel-side references, route path, bend areas, and installation space |
| 02 | Product quality issues | Termination, path execution, or local fixing consistency drifts across batches | Structure definition, quality focus, and revision linkage |
| 03 | Lead-time issues | Missing route or fit inputs force repeated sample loops and delay release | Connector data, route length, installation notes, project stage, and quantity |
| 04 | After-sales issues | It becomes difficult to tell whether the issue came from the route, the revision, or the enclosure itself | Drawing files, sample approval records, batch labels, and shipment records |
| 05 | Complaint-handling issues | Revision boundaries are unclear, so issue tracing stays slow | Revision confirmation, batch correspondence, and inspection records |
| 06 | Pricing issues | A broad LVDS request turns into repeated pricing changes once real fit constraints surface | Structure complexity, material expectations, quantity, and timing |
Why Choose Us
A board-to-panel LVDS project benefits more from a factory that can judge connector fit, route geometry, installation-space limits, and revision scope together than from one that only reacts to the cable label. Our strength in this type of work usually shows up in the ten areas below.
Product Applications
Board-to-panel LVDS is not only an interface path. It usually appears in display programs where route length, local fit, and installation boundaries all matter. The five scenes below are the most common application contexts.
| NO | Application Scene | Scene Focus | Typical Concerns |
|---|---|---|---|
| 01 | Control-board to display-panel links | The relationship is fixed but the structure still stays sensitive | Differential path, length split, installation space |
| 02 | Internal display modules | The space is tighter and the route turns are more constrained | Board-side / panel-side fit, route stability, fixing points |
| 03 | Embedded display systems | The route has to be judged together with the enclosure | Connector matching, bend zones, revision boundaries |
| 04 | Industrial display terminals | The environment is more demanding and batch rhythm is longer | Structure protection, file correspondence, and delivery stability |
| 05 | Replacement programs | The old route may not still match the live product version | Release conditions, record traceability, and usable scope |
Application Scene Visuals
IMAGES · 04
Board-to-panel path inside a compact display unit

LVDS route with turn zones and fixing points highlighted

Length distribution and local clearance reference view
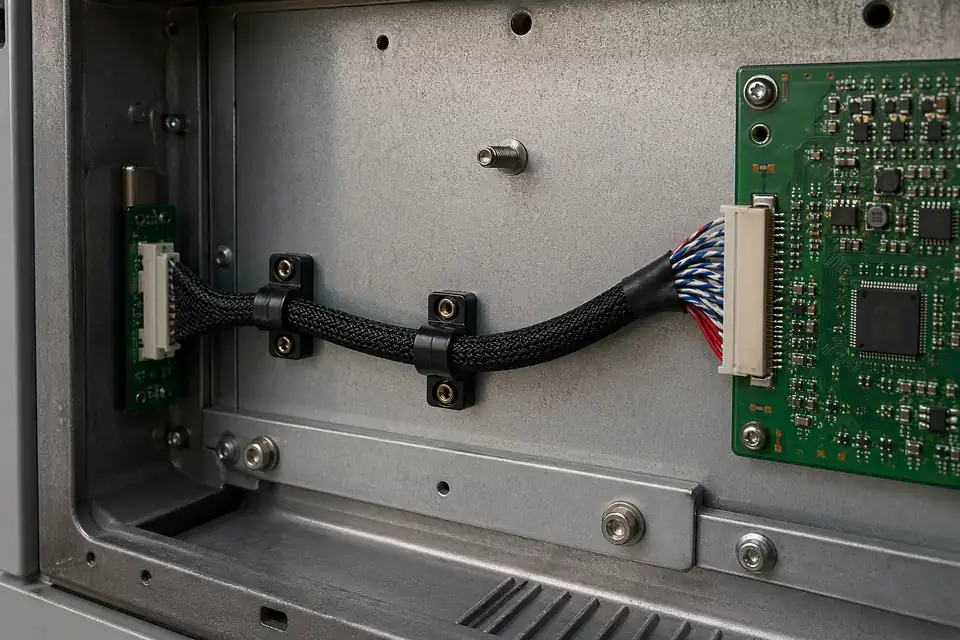
Embedded display route fitted inside a housing

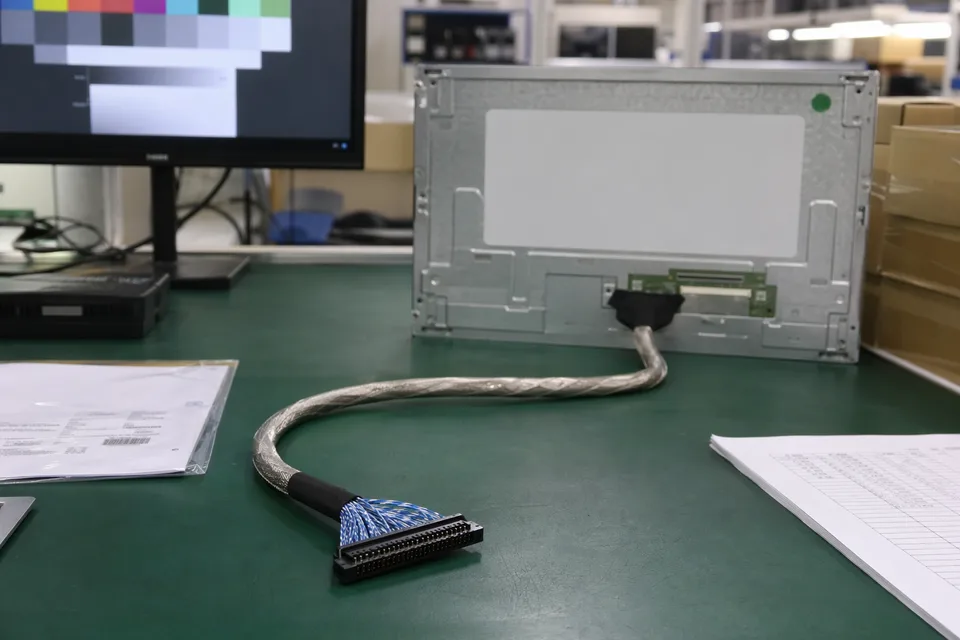
Board-to-panel LVDS replacement-project hardware comparison context
Factory Strength and Project Support
Beyond the route itself, projects still need a clear view of manufacturing cooperation, sample timing, and later batch support. The points below are the main factory-side references for early RFQ discussion.
Factory / Production Visuals
IMAGES · 04
LVDS sample assembly and board-side connector preparation

Board-to-panel sample, connector, and termination-check bench

Fixture-based route and assembly-consistency check

Batch tray organization before shipment preparation
Custom manufacturing cooperation
EDPcable works directly on custom cable and cable-assembly projects, supporting samples, small-batch validation, and later production cooperation.
Low-MOQ and flexible sample starts
Lower starting quantities can be supported depending on connector configuration, material availability, and project complexity, so programs can validate before committing to larger batches.
Sample and production timing
Samples are typically 1-2 weeks after scope confirmation. Production is typically 3-4 weeks after sample and order confirmation.
Response and project support
Technical and after-sales inquiries usually receive a first response within one business day, with daily coordination handled by the project team.
Engineering Capability
Engineering value comes from tying connector fit, route length, and installation-space judgement together before release. Cross-family engineering review, drawing control, and documentation practice are covered in the Related Capability Pages below.
Engineering Capability
Review board-side and panel-side matching before treating the route as sample-ready.
Treat route length, bend areas, and local fit as one structure problem.
Quality and Verification Highlights
Focus on repeatable routing and stable connector fit.
Watch turn zones, clamp points, and local-fit conditions carefully in compact enclosures.
Evidence Chain
Sample Approval and Installed-Fit Records
Use sample confirmation records and route-review notes to show whether the approved sample actually matches the bend zones, fixing points, and enclosure conditions being quoted.
Engineering, Quality, and Record Visuals
IMAGES · 04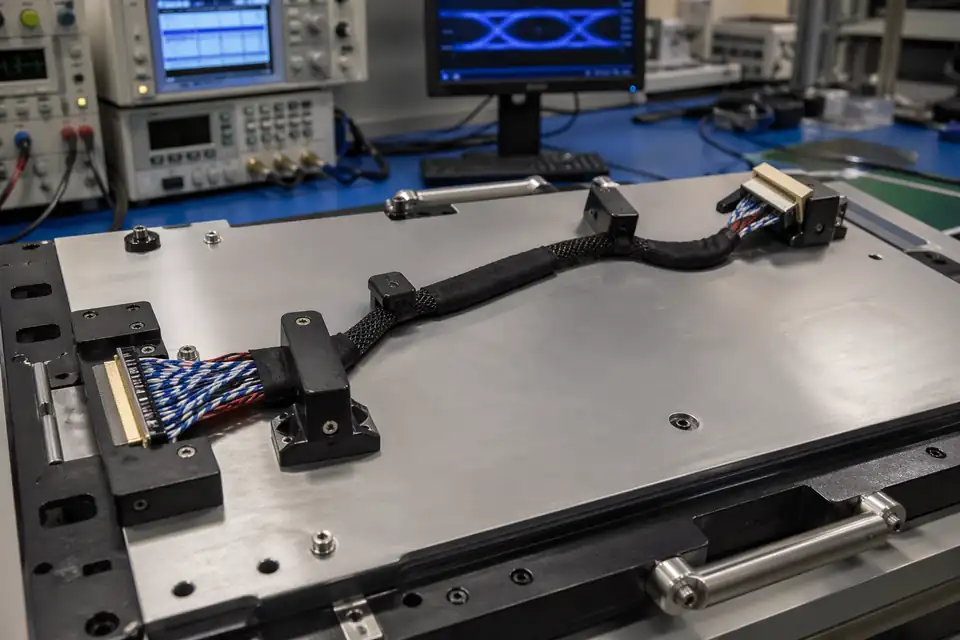
Board-to-Panel LVDS engineering drawing or route-definition visual
Board-to-Panel LVDS installed-fit, local-structure, or process-control visual

Sample approval, inspection, or key verification record visual

Batch label, carton mark, packaging label, or shipment-side document visual
Order Process
Projects move more smoothly when inquiry, drawing release, sampling, and the batch-order decision all follow one visible path. The process below is the V2 order flow used for this page.
Send the inquiry and project inputs
Start with connector references, route context, installation conditions, project stage, and quantity expectations so sourcing and engineering begin from the same frame.
Receive the quotation
Quotation is aligned to the actual structure, route path, materials, and delivery rhythm rather than only a broad product label.
Confirm the order
Once the pricing boundary, sample quantity, and current scope are clear, the program can move into formal ordering.
Receive the drawing set
The current version of the structure, interface, key dimensions, and process-critical notes is issued as the working basis for samples.
Confirm the drawing
Both sides confirm route logic, local fit, key structure boundaries, and revision scope before the sample build starts.
Sample production
Samples are built against the confirmed basis so structure fit, route behaviour, and installation validity can be validated.
Sample shipment
Samples are shipped with the agreed packaging, labels, and supporting documents, together with logistics information.
Customer sample approval
The approved sample confirms whether the structure is close enough to the released version under real installation and test conditions.
Batch-order confirmation
Once the sample, revision scope, and order rhythm are all aligned, the program moves into controlled batch ordering and production.
Certifications, Files, and Batch Support
Confidence usually comes from whether drawings, revision notes, inspection output, and batch records all point back to the same released definition rather than from broad quality language alone.
Revision-controlled drawings and release records
Use controlled drawings, revision notes, and released file sets to make it clear which structure definition the current project is actually following.
Sample approval and inspection records
Keep sample confirmation, key test results, and inspection output tied back to one released basis so later version switches stay easier to judge.
Batch labels and shipment traceability
Batch labels, carton marks, and shipment-side records make repeat orders, revision switches, and issue tracing more direct later.
Customer file and packaging coordination
Packing lists, label rules, shipment-side documents, and customer-facing file handoff can all be aligned to the same released definition.
Certifications / Records Visuals
IMAGES · 03
Board-to-Panel LVDS certificate, quality-system, or compliance-document visual

Sample approval, inspection, or key verification record visual

Batch label, carton mark, or released-version file visual

LVDS sample approval folder beside shielded cable assembly and panel connector mockup
Shipping
Projects usually still need clear packaging protection, shipment planning, and shipment-side documents so samples and later batches stay aligned.
Protective packaging
Programs can be packed with anti-static bags, foam inserts, cartons, or other protective materials suited to custom cable and cable-assembly work.
Flexible courier options
Customer courier-account shipping and supplier-arranged shipping are both supported, with common options including DHL, FedEx, and UPS.
Shipment documents and tracking
Packing details, batch labels, carton marks, customs-facing documents, and logistics tracking can all be coordinated as part of the delivery handoff.
Packaging and Shipping Visuals
IMAGES · 03
Protective packaging for Board-to-Panel LVDS samples or batches with anti-static bags, foam, and cartons

Batch labels, carton marks, or packing-label detail

International courier handoff or shipment-tracking context

LVDS display-harness shipment trays with anti-static protection, separators, and delivery support