One Terminal, Two Process Routes
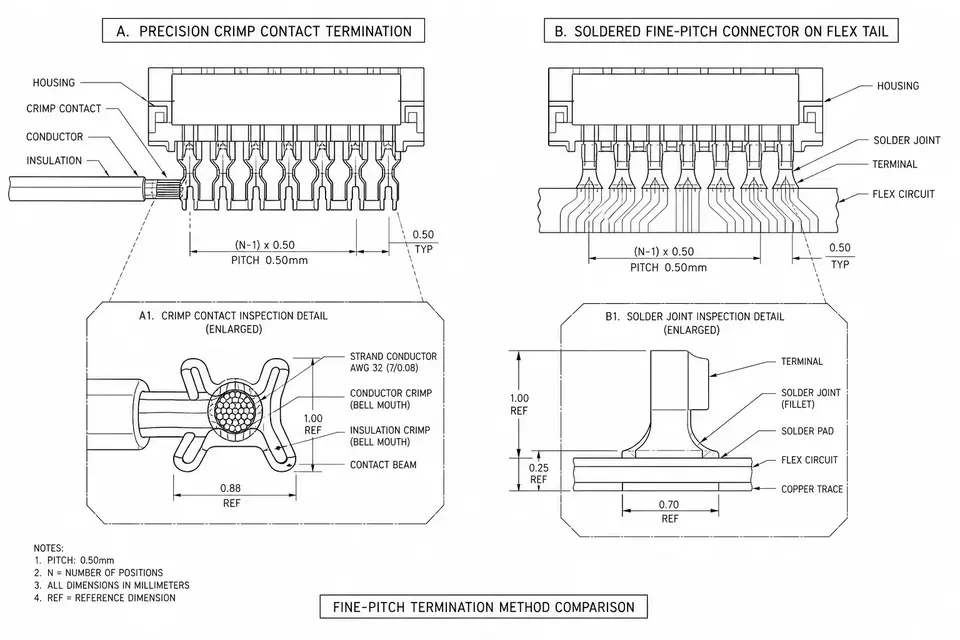
To fix a wire onto a terminal, the industry mostly walks one of two roads. Crimping uses a die to plastically deform the terminal around the conductor, forming a gas-tight cold joint. Soldering melts solder so it wets both conductor and terminal, forming a metallurgical bond. Both routes are mature and both have mountains of reliable product behind them — the only real question is which failure mode your product fears more.
What Fine Pitch Amplifies
At ordinary wire sizes, both processes are easy. Push the pitch below 1mm and the gauge past 32 AWG, and each route's troubles surface.
On the soldering side: adjacent joints sit closer, so bridging risk climbs. Solder wicks up the stranded conductor, and the wicked section turns rigid — the stress concentration moves from inside the joint to the wire just outside it. Vibration and flexing break the wire exactly there, and visual inspection can't see it coming. Flux residue between dense terminals is also harder to clean.
On the crimping side: the smaller the terminal, the narrower the tolerance window on crimp height, and the more sensitive the joint is to die wear. Fine wire has few strands; missing one or two in the crimp hurts the cross-section far more than it would on thick wire. In short — soldering's difficulty is process control and hidden defects, crimping's difficulty is tooling precision.
Comparing the Two Routes
| Concern | Crimping | Soldering |
|---|---|---|
| Consistency at volume | Parameterized; crimp height can be monitored inline | Depends on operator and heat control |
| Vibration / flexing | Gas-tight interface, no hard spot | Wicked section is the weak point |
| Inspection | Crimp height + sample pull tests + cross-sections | Mostly visual; internal defects hard to see |
| Rework | Replace terminal, re-crimp | Touch-up possible, but reheating damages wire |
| Tooling investment | Dies per terminal type | General-purpose irons / selective soldering |
Tables aside, one point gets overlooked: many fine-pitch connectors support only one termination method by design. The terminal has no solder cup, or it's too small for stable crimping — then there is no decision to make. Follow the connector's spec sheet.
Three Questions That Settle It
- What environment does the product live in? Constant vibration, moving parts or repeated flexing favor crimping; static board-to-board connections work either way.
- What volume? At scale, crimping's parameterized consistency shows its value; soldering needs heavier process controls to match it.
- What does the connector spec say? Use the termination the terminal was designed for. Don't force it.
We work both termination types to the acceptance requirements of IPC/WHMA-A-620 — height monitoring and pull-test sampling on crimps, magnified visual inspection on solder joints. Mixed termination (crimp and solder in one assembly) is common in FPC-to-round-wire structures; see the FPC-to-Wire Hybrid capability page.