入ってくるのはフレキ、出ていくのは部品
FPC アセンブリというと「コネクタをはんだ付けする工程」と考えられがちです。実際のラインでは、はんだ付けは中間の一工程にすぎません。その前後の工程が、顧客の装置内で問題なく使える部品に仕上げます。
第 1 工程:受入検査
FPC サプライヤーから届いたフレキは、まず回路の導通、外形寸法、表面処理、外観を確認します。理由は単純です。エッチング不良やめっき不良を端末加工後に見つけると、損失が大きくなります。ロットサンプルと記録もここから始まります。
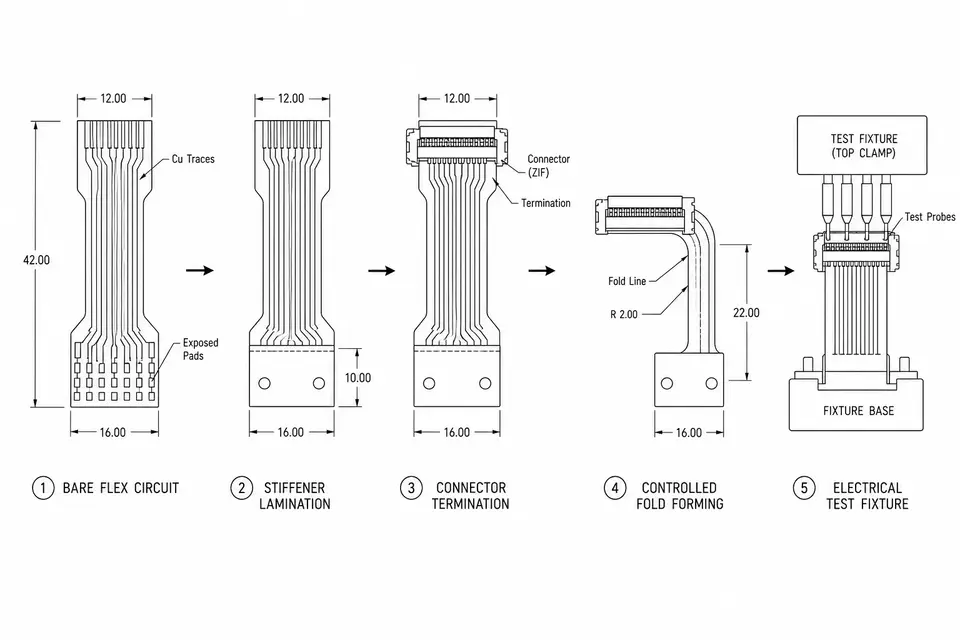
第 2 工程:補強板貼り合わせ
補強板(stiffener)は、FPC の一部に貼る硬い裏当てです。よく必要になるのは二つの場所です。ZIF 挿入端では、コネクタが求める挿入厚みに合わせるため。はんだ付け部では、はんだ接合部が FPC 本体と一緒に曲がらないようにするためです。
管理点は位置精度と圧着条件です。補強板がずれると後工程がすべて影響を受けるため、端末加工の前に置かれ、初品確認が重要になります。
第 3 工程:端末加工
端末加工は図面に従い、主に三つの形に分かれます。
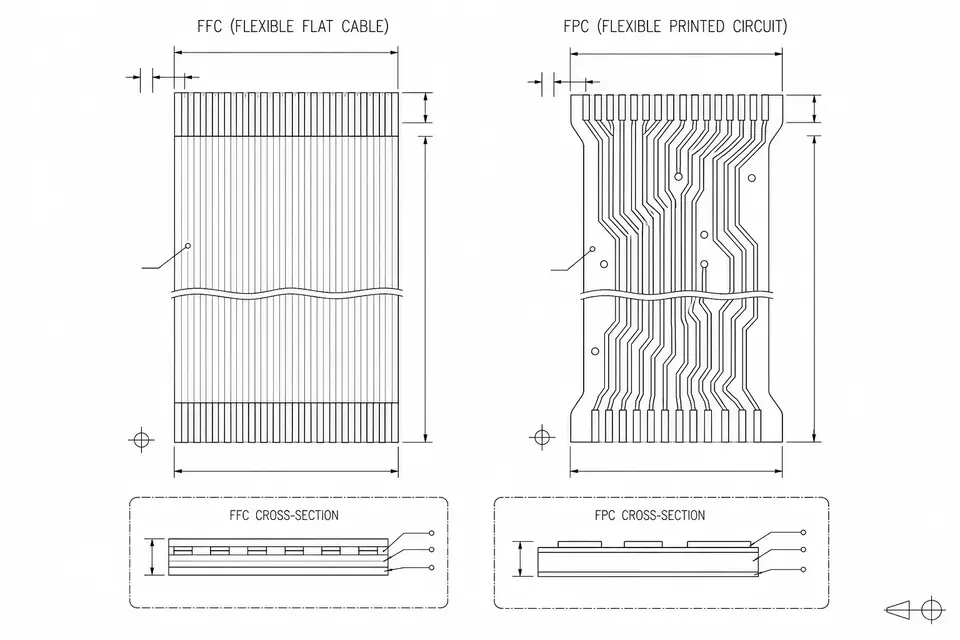
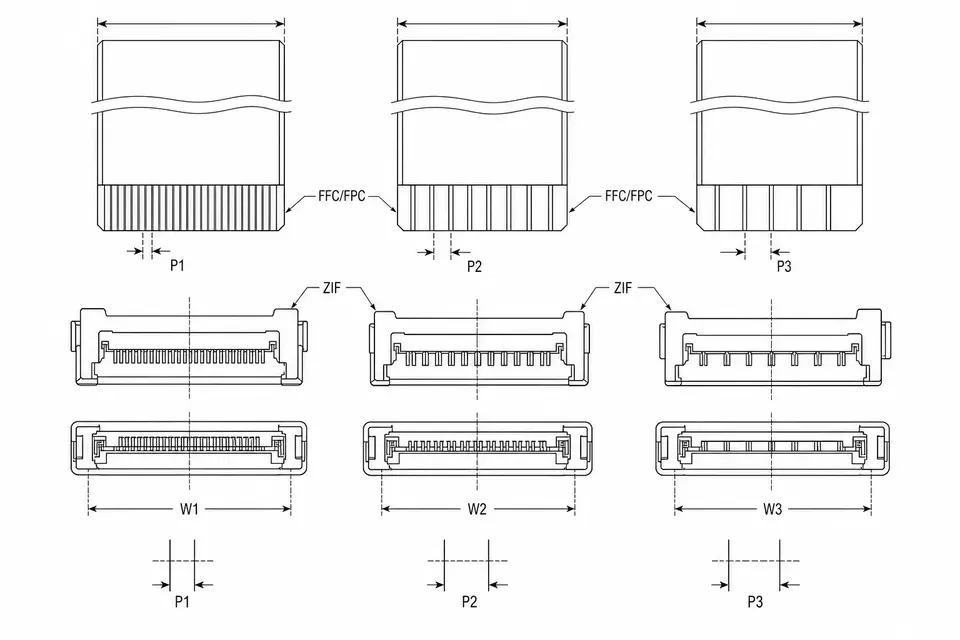
- ZIF 裸端 - FPC 端部そのものが接点になり、補強板で挿入厚みを合わせます。
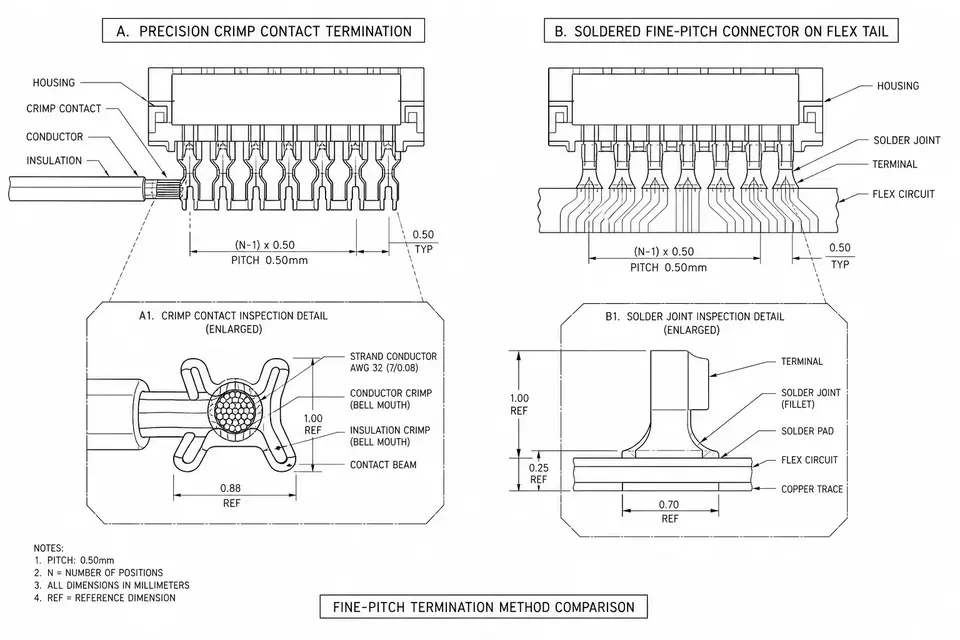
- はんだ付けコネクタ - board-to-board や wire-to-board コネクタを FPC に実装します。ファインピッチでは hot-bar や選択はんだを使うことがあります。
- 丸線への移行 - 信号が平面エリアを離れる場合、FPC から丸線へつなぎます。固定とストレインリリーフは個別に設計すべき要素で、詳しくは FPC-to-Wire Hybrid を参照してください。
ファインピッチでの圧着とはんだ付けの使い分けは、Crimping vs. Soldering at Fine Pitch で扱っています。
第 4 工程:折り曲げ成形
FPC の価値は曲げられることにありますが、量産での曲げは手で適当に折る作業ではありません。折り線、曲げ半径、折り順は図面にあり、ラインでは治具で成形します。この工程ははんだ付け後です。成形後の部品は平面でなく、貼り合わせや実装工程に戻しにくいからです。折り線上に部品やはんだ接合部を置く設計は、試作段階で早めに確認すべきです。
第 5 工程:電気検査
成形後のアセンブリは検査治具に載せます。基本は全ネットの導通と絶縁です。トレース割れによる断線、ブリッジによる短絡をここで止めます。図面にインピーダンス、抵抗、耐電圧の要求があれば、それも追加します。検査データはロットごとに残し、後のトレーサビリティの基礎になります。
第 6 工程:外観検査と梱包
最終検査では、はんだ形状、補強板の端部、位置ずれ、折り曲げ部の白化やクラックを見ます。その後、防折を考えた梱包を行います。FPC アセンブリでは、輸送中の強い折れが最後のリスクになるため、トレーや仕切りは過剰包装ではありません。
工程表を見るときの見方
この六工程を軸にすると、サプライヤーの工程表を読みやすくなります。受入検査がないなら理由を確認する。端末加工と折り曲げの順番が逆なら、平面性をどう維持するのかを聞く。電気検査が「抜き取り」だけなら、どのネットを確認するのかを明確にする。RFQ には折り曲げ要求、想定挿抜回数、検査範囲を書いておくと、見積もりも立ち上げも進めやすくなります。