同じ端子に、2 つの工法ルート
電線を端子に固定するルートは、実務上ほぼ 2 つです。圧着はダイで端子を塑性変形させて導体を包み込み、ガスタイトな冷間接合を作ります。はんだ付けは溶融したはんだが導体と端子を濡らし、冶金的結合を作ります。どちらも成熟した工法で、信頼性の実績も山ほどあります。問題はただ一つ——あなたの製品はどちらの壊れ方をより恐れるか、です。
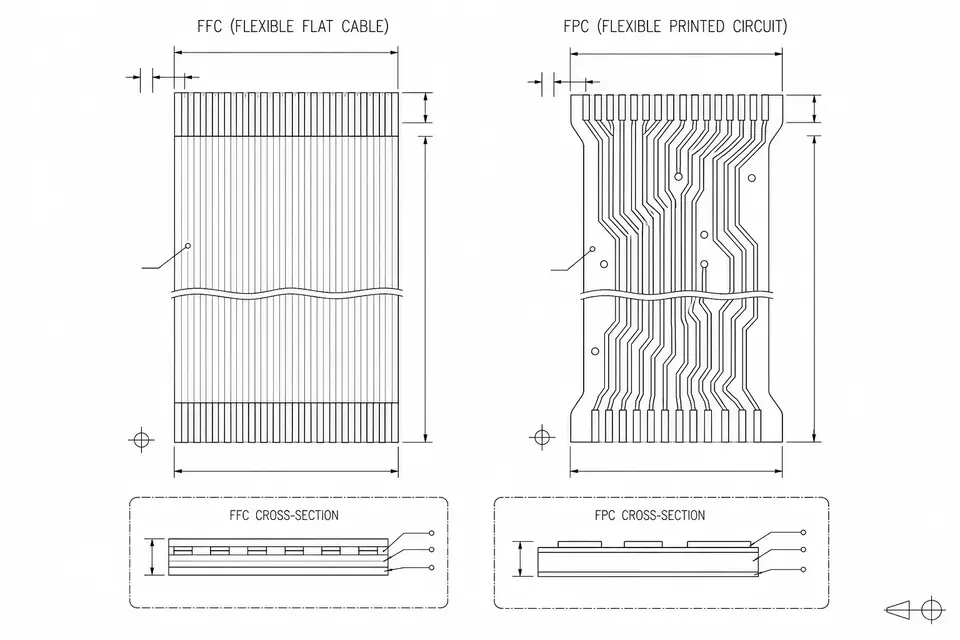
ピッチが細かくなると何が増幅されるか
通常の線径ではどちらも簡単です。ピッチが 1mm を切り、線径が 32 AWG より細くなると、それぞれの弱点が顔を出します。
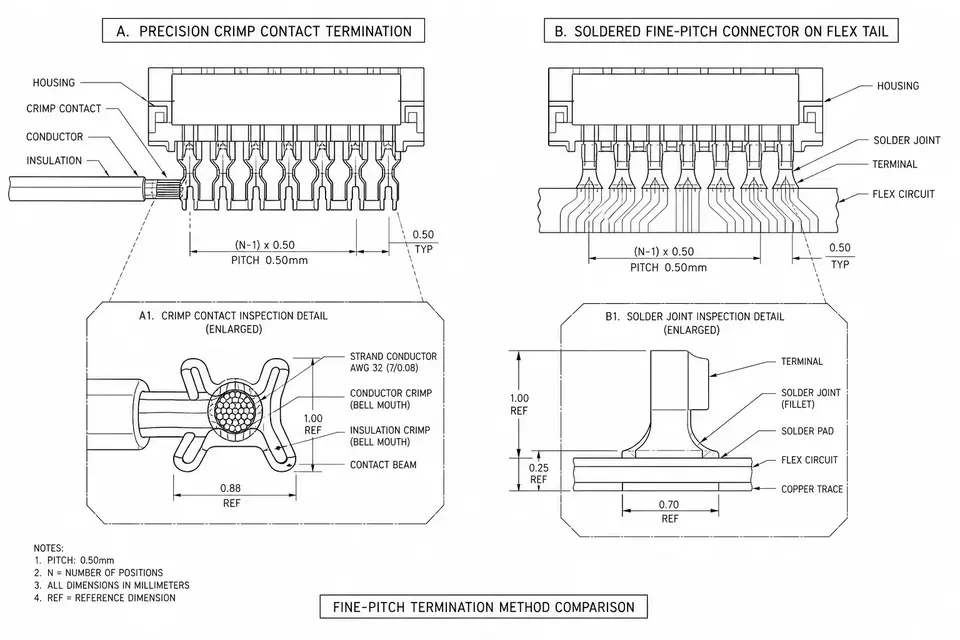
はんだ側:隣接する接合点が近づき、ブリッジのリスクが上がります。はんだが撚り線を吸い上がり、その区間が硬化して、応力集中点が接合部内部から接合部のすぐ外の電線へ移ります。振動や屈曲で断線するのはまさにそこで、外観検査では予兆が見えません。高密度端子間のフラックス残渣も洗浄しにくくなります。
圧着側:端子が小さいほどクリンプハイトの公差窓は狭まり、ダイ摩耗への感度が上がります。細線は素線数が少なく、1〜2 本の取りこぼしが断面積に与える影響は太線よりずっと大きい。要するに、はんだの難所は工程管理と潜在欠陥、圧着の難所は治工具精度です。
2 つのルートを並べて見る
| 観点 | 圧着 | はんだ付け |
|---|---|---|
| 量産での一貫性 | パラメータ化、クリンプハイトをインラインで監視可能 | 作業者と熱管理に依存 |
| 振動・屈曲環境 | ガスタイト界面、硬点なし | 吸い上がり区間が弱点 |
| 検査方法 | クリンプハイト+抜き取り引張+断面 | 外観中心、内部欠陥は見えにくい |
| リワーク | 端子交換して再圧着 | 補修可能だが再加熱が電線を傷める |
| 設備投資 | 端子型式ごとのダイ | 汎用こて/選択はんだ装置 |
表の外にもう 1 点、見落とされがちな事実があります。ファインピッチコネクタの多くは、設計段階から端末工法が 1 つに決まっています。はんだカップがない、あるいは安定圧着には小さすぎる——その場合、選択の余地はありません。コネクタの仕様書に従ってください。
3 つの質問で決める
- 製品はどんな環境に置かれるか? 連続振動・可動部・繰り返し屈曲があるなら圧着優先。静的な基板間接続ならどちらでも。
- 生産量は? 量が増えるほど圧着のパラメータ化された一貫性が効きます。はんだで同じ一貫性を出すには、より重い工程管理が要ります。
- コネクタ仕様書は何と言っているか? 端子が設計された工法を使うこと。無理に変えない。
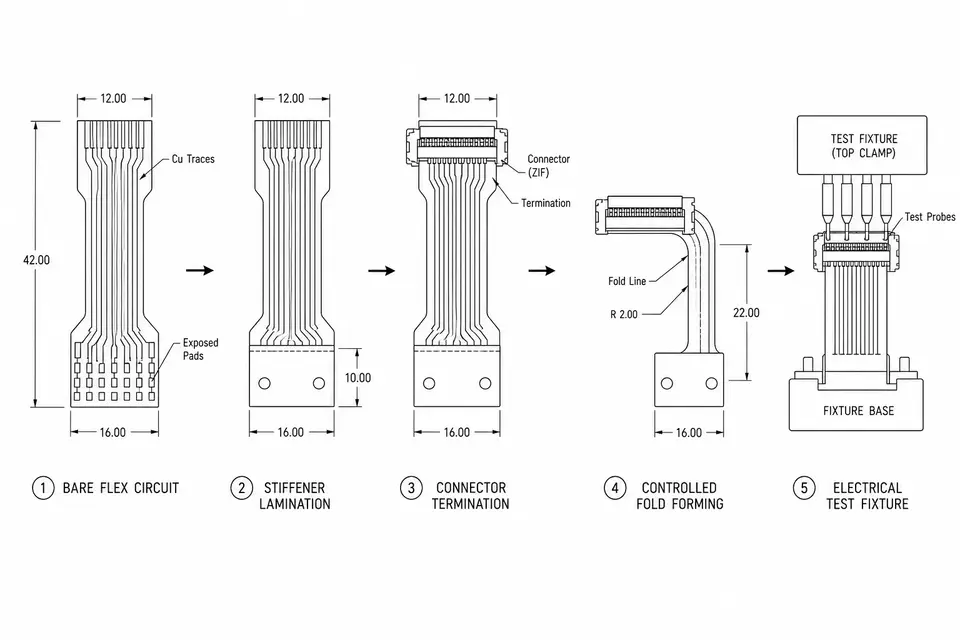
当社は両工法とも IPC/WHMA-A-620 の受け入れ要求に則って作業しています。圧着はハイト監視と引張抜き取り、はんだは拡大目視検査。混合端末(同一ハーネス内で圧着+はんだ)は FPC から丸電線への変換構造で一般的です。詳しくは FPC-to-Wire Hybrid のページへ。